

���YӍ



ϵ�ˣ�������
�Ԓ��13909130194
�]�䣺786253332@qq.com
��ַ�����ʡμ�����Rμ�^���t·�����V��1-2801��
һ�l��t������4�������A�Σ�90%�Ġt�r�p�����l�����@��
�����ƌW��t��ˇ�g�������t��t�����ƶ��c�P�I�ؿ��cȫ�����ڱ����t���������������У���t�h���o�������P��Ҫ��һ����һ�γɹ��ĺ�t���������H�Q���ˠt�r��ʹ�É�������ֱ��Ӱ푵����m���a�ķ����ԺͮaƷ�|�������죬�҂�������̽ӑ��t�����ĿƌW�ƶ������c��Щ���ݺ�ҕ���P�I�ؿ��c��
������ʲô��t����P�I?
������t�����|����ͨ�^�����������ʺͱ��ؕr�g�����ų��ͻ�����е�����ˮ�ͽY��ˮ��ͬ�r��ɲ��σȲ��Y���D׃���^�̡������ĺ�t�������܌�� t�r�_�ѡ������������wʧЧ��������Ľ����pʧ�Ͱ�ȫ�L�U��
������t�����ƶ��ĿƌW����
�����ƶ�һ�l�ƌW�ĺ�t������Ҫ�C�Ͽ��]���ׂ����أ�
����1���ͻ�������ԣ���ͬ���|���ͻ����(��ճ���u�����X�u������u��)���в�ͬ�ğ���Ûϵ����ˮ�ֺ�������׃�ض�
����2���t�w�Y�����c���t�͡��ߴ硢������ʽ����Û�p�O��
����3���ӟ᷽ʽ�cȼ����ͣ�ֱ��Ӱ표ضȿ��ƵĜʴ_�Ժ;�����
����4�����aҪ���c���ƣ������r�g���ܺĺͺ��m��ˇ㕽�
�����˜ʺ�t�������A�ν���
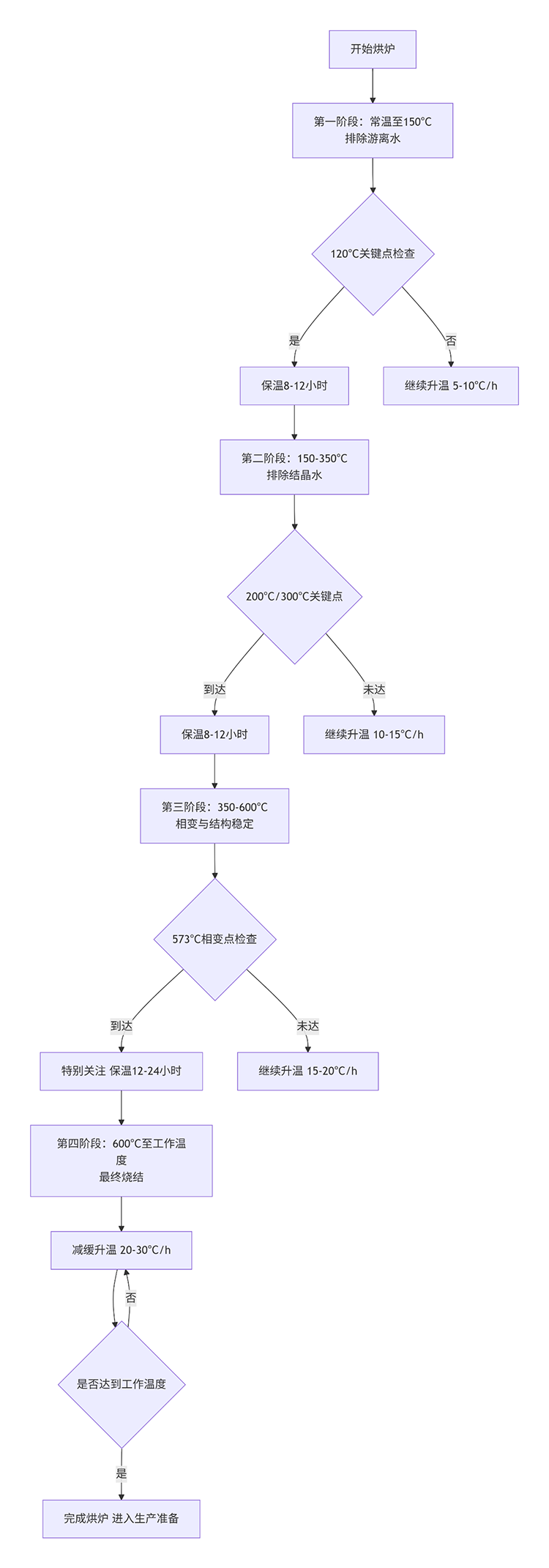
�������͵ĺ�t�^�̿ɷ֞��Ă��P�I�A�Σ�ÿ���A�ζ������ض����������W׃���Ϳ���Ҫ�c���A��һ��������150�桪�����xˮ�ų���
�����������ʣ�5-10��/С�r
��������Ҫ�c���������أ��_�����w����ز���^50��
��������׃�������xˮ��u���l������ˮ���≺���^����ɱ���
�����P�I���c��120�������Ǵ������xˮ���l�ļ����c�����m������
�����A�ζ���150-350�桪���Y��ˮ�ų���
�����������ʣ�10-15��/С�r
��������Ҫ�c���Pע�ͻ�����еĽY��ˮ�ֽ��ݳ�
�����P�I�����c��200�桢300�潨�h������8-12С�r
�����L�U��ʾ�����A���������^�죬���܌��²��ϽY���Ɖ�
�����A������350-600�桪����׃�c�Y��������
�����������ʣ�15-20��/С�r
��������Ҫ�c�������ͻ���ϰl�������D׃���w�e׃�����@
�����P�I���c��573��(��-ʯӢ���-ʯӢ�D׃�c)���eע��
��������Ҫ��550-600��^���h����12-24С�r
�����A���ģ�600���������ضȡ���*�K���Y��
�����������ʣ�20-30��/С�r(�ɸ���*�K�ض��{��)
��������Ҫ�c����ɲ���*�K���Y���γɷ����Y��
�����e���ѣ��ӽ������ضȕr��p�������ٶȣ��_���ضȾ���
�����P�I�ؿ��c�������
����1��120������c
�����ƌW������ˮ�ķ��c�������������xˮ���l
��������Ҫ�c��Ҫ��ֱ��أ��_���Ȳ�ˮ����ȫ�ų�
������Ҋ�e�`���^�����ٌ�� t�r�Ȳ��a���Ѽy
����2��300������c
�������όWԭ���������ͻ���ϽY��ˮÓ����ɜض�
�����|�����ƣ����A����ɶ�ֱ��Ӱ��ͻ����*�K����
�����z�y���h����ͨ�^�����ȱO�y�g���Д�Óˮ��r
����3��573������c
������׃�ƌW��ʯӢ�����D׃�c�����S0.82%���w�e��Û
�����U���ƣ��˜ض��c��������������������
�����ИI����u�����Ġt�w�ڴ��c��Ҫ�e�Pע
����4��*�K�����c
������ˇҪ���Ե������������ض�50-100C
����Ŀ�ģ������ᑪ���������t�w�Y��
�����r�g���ƣ������t�w��С��ͨ������24-48С�r
���������еĜضȜy���c�{�ز���
�������c�y�ز���ԭ�t
�����P�Iλ�ã���픡��ȉ��в����ײ���ȼ��������
�������⌦����ÿ�y�c��ͬ�r�y������ضȺ̓Ȳ��ض�
�����e�Pע����Û�p�����܇��ȽY�������^��
�����ؿ�ƫ��̎��
�����ֲ��^��{��ȼ�����ǶȻ��������ӏ�ԓ�^��ɢ��
�����ضȲ������m�����L���ؕr�g�����ɏ�������
����ͻ�l���أ�����ֹͣ���أ�����ԭ��ǰ�����^�m
������t��Ҋ���}�c��Q����
�������}1���t�r�ֲ��_��
��������ԭ�������^���ֲ��^��
������Q�������������أ��u���Ѽy���|���ٛQ���^�m�����a
�������}2���ض��L�r�g����
��������ԭ��ˮ�����l���ߴ���������y��ϵ�y����
������Q�������z��y���b�ã��_�J�Ƿ�̎�ڴ���Óˮ�A��
�������}3�����⮐��
��������ԭ���ЙC�A�s��ȼ�����ͻ���Ϯ���
������Q��������������ɷ֣��{����������
������t�ɹ����P�Iָ��
�����ضȾ����ԣ����y�c�ز���^���S����
����Ӌ�����϶ȣ����H�����cӋ����������һ��
�������w�����ԣ���t��z��o�����Ѽy��p��
����������C����t���ϵ�y��������
���ă��݁�Դ������̖�G�t֮��
���]�YӍ
- ��2026-02-24��һ�l��t������4�������A�Σ�90%�Ġt�r�p�����l�����@��
- ��2026-01-10�������X���عܵ��������c�����̑��÷���
- ��2025-12-29���������Ȳ�������ʩ���P�I���g����
- ��2025-12-10������ˮ�����������ԡ����Է���������


